در طراحی میکسرها، بهینهسازی فرآیند اختلاط سبب بهبود کیفیت و افزایش همگنی سیال میشود. این مطالعه، با هدف بررسی تاثیر نسبت قطر پروانه به قطر مخزن (D/T) بر کیفیت اختلاط انجام شده است. سه مخزن با قطر (T)، حجم ، نوع سیال و انرژی ورودی یکسان اما با نسبت D/T و سرعت چرخش متفاوت با استفاده از روش دینامیک سیالات محاسباتی (CFD) مورد بررسی قرار گرفتند. نتایج تجزیه و تحلیل نشان داد که کاهش بیش از اندازه نسبت D/T، منجر به ایجاد ناحیه غیرهمگن و افزایش بیش از اندازه آن نیز منجر به ایجاد پدیده خفگی میشود و در نتیجه کیفیت اختلاط به شدت کاهش مییابد. اما با انتخاب صحیح نسبت D/T، اختلاط سیال با کیفیت و همگنی بالا اتفاق خواهد افتاد.
روش انجام مطالعه و تحلیل نتایج
اختلاط یکی از عملیات مهم در صنایع مختلف میباشد که با به حرکت در آوردن سیال از ناهمگنی آن در یک فضای مشخص میکاهد. از این رو، مهمترین هدف در طراحی همزنها، دستیابی به بهترین شرایط همگنی میباشد. یکی از مهمترین بخشهای تشکیلدهنده هر میکسر، پروانه میباشد که باید با در نظر گرفتن پارامترهای مختلف به طراحی دقیق آن پرداخت. در طراحی همزنها، قطر پروانه و سرعت حرکت آن با توجه به نوع و اندازه همزن، اندازه مخزن و همچنین ویسکوزیته سیال متغیر میباشد.
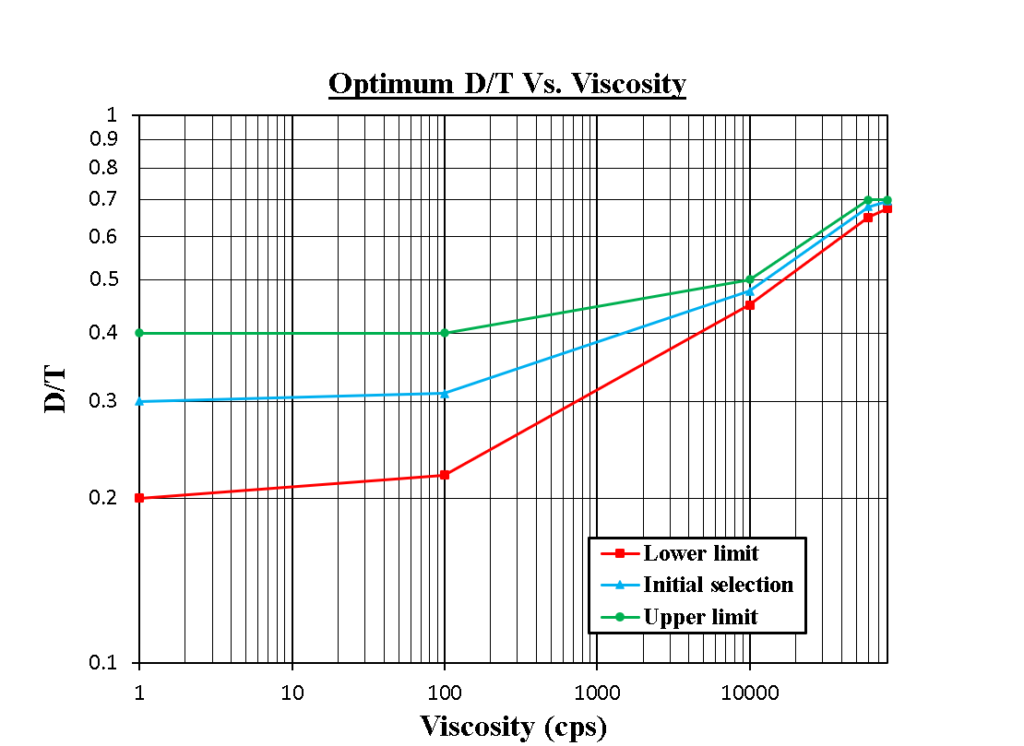
مطالعات انجام شده در این زمینه منجر به ارائه مدلی به منظور تخمین قطر پروانه به قطر مخزن (D/T) با توجه به ویسکوزیته سیال گردیده است. در شکل 1، مقادیر حداکثر، حداقل و بهینه D/T در یک ویسکوزیته ثابت ارائه شده است. با دقت در این شکل میتوان دریافت که با افزایش ویسکوزیته سیال، مقدار D/T نیز باید افزایش یابد تا بتوان به سطح همگنی مناسبی دست یافت.
شکل 1 – رابطه بین D/T و ویسکوزیته سیال
از آنجاییکه یکی از معضلات ناشی از اختلاط نامناسب در مخازن بزرگ (بیشتر از 5000 لیتر) ایجاد ناحیه غیر همگن (Dead Zone1) میباشد. این مطالعه در یک مخزن استاندارد 7500 لیتری با سه همزن متفاوت انجام شد. مشخصات مخزن و همزنهای مورد استفاده در این مطالعه در جدول 1 آمده است.
1 – ناحیه مرده، ناحیهای است که سیال در آن به کندی جریان مییابد و یا فقط در یک منطقه خاص جریان دارد و نمیتواند به نواحی دیگر جریان پیدا کند.
جدول 1 -مشخصات مخزن و همزنهای مورد مطالعه
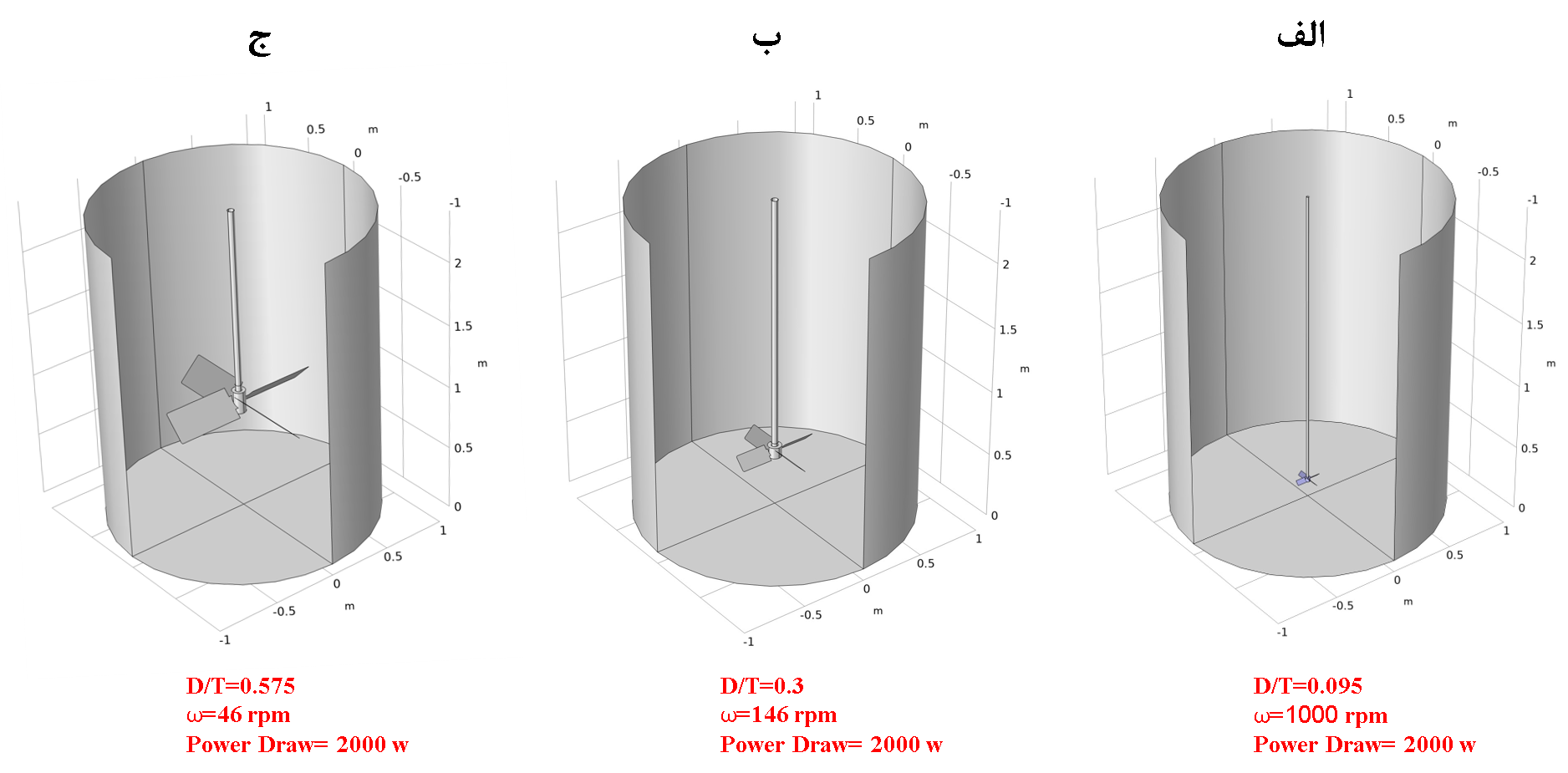
هدف از این مطالعه، نشان دادن اهمیت انتخاب قطر پروانه صحیح برای اختلاط میباشد. از این رو، قطر و ارتفاع مخزن، نوع سیال و انرژی ورودی به مخزن ثابت، ولی قطر پروانه و سرعت حرکت آن به عنوان دو متغیر در نظر گرفته شد. با توجه به جدول، میکسر شماره 1، دارای D/T کوچک (قطر پروانه کوچک) و سرعت حرکت زیاد، میکسر شماره 2، دارای D/T و سرعت بهینه و میکسر شماره 3، دارای D/T بزرگ (قطر پروانه بسیاربزرگ) و سرعت بسیار کم است. شکل 2، نمایی از مخزن و سه میکسر شبیهسازی شده در محیط نرمافزار Comsol Multiphysics را نشان میدهد.
شکل 2 – تیک مخزن همزندار با الف) میکسر شماره 1، ب) میکسر شماره 2، ج) میکسر شماره 3
با توجه به اینکه سرعت حرکت سیال یکی از پارامترهای مهمِ تاثیرگذار بر کیفیت اختلاط میباشد؛ متوسط سرعت حرکت سیال در تمام نقاط، برای سه همزن مورد مطالعه بدست آمد. پلات سرعت خروجی از نرمافزار در شکل 3 نشان داده شده است. مطابق تعریف چنانچه سرعت حرکت سیال در تمامی نقاط مخزن بیشتر از 0.2 متر بر ثانیه باشد؛ میتوان گفت درون مخزن ناحیه مرده وجود ندارد. این بدان معناست که تمامی نقاط سیال با تقریب بسیار خوبی به صورت همگن اختلاط مییابند و محصول نهایی از کیفیت قابل قبولی برخوردار است. با توجه به شکل، میانگین سرعت حرکت سیال در تمام نقاط، درون میکسر شماره 1، 0.24 متر بر ثانیه، میکسر شماره 2، 0.6 متر بر ثانیه و میکسر شماره 3، 1.37 متر بر ثانیه میباشد. با دقت در نتایج بدست آمده میتوان دریافت که با افزایش قطر پروانه، متوسط سرعت حرکت سیال نیز افزایش مییابد. علاوه بر این، از آنجاییکه متوسط سرعت حرکت سیال در میکسر 2 و 3 بیشتر از میکسر 1 میباشد؛ انتظار میرود اختلاط در میکسر دوم و سوم با کیفیت بهتری انجام گیرد.
شکل 3 – پلات سرعت الف) میکسر شماره 1، ب) میکسر شماره 2، ج) میکسر شماره 3
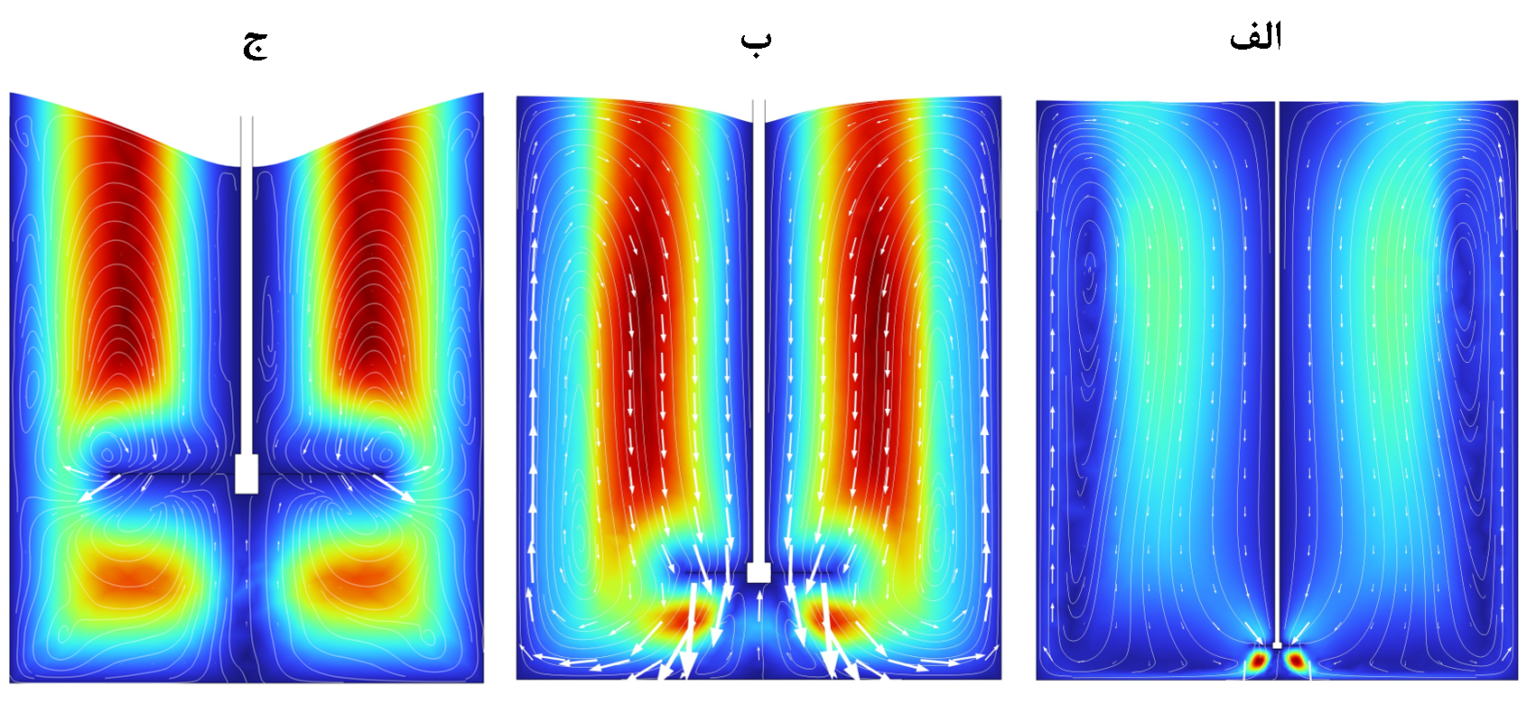
علاوه بر متوسط سرعت حرکت سیال، الگوی حرکت جریان سیال نیز از دیگر پارامترهای موثر بر اختلاط است که باید مورد بررسی قرار گیرد. در شکل 4، الگوی حرکت جریان سیال در سه میکسر مورد مطالعه نشان داده شده است. با توجه به شکل، به وضوح مشخص است که سیال درون میکسر شماره 2، با شدت و سرعت بیشتری نسبت به سیال درون میکسر اول، در حال اختلاط میباشد. به همین دلیل، احتمال تشکیل ناحیه غیرهمگن در میکسر دوم کمتر میباشد. اما جریان در میکسر سوم الگوی متفاوتی نسبت به دو میکسر دیگر دارد. مطابق این شکل، الگوی جریان در میکسر سوم به دو قسمت جریان در بالای پروانه و جریان در زیر پروانه تقسیم شده است. این امر نشاندهنده آن است که چنانچه نسبت قطر پروانه به قطر مخزن بیشتر از حد مشخصی باشد، به دلیل فاصله کم بین پروانه و جداره مخزن، جریان دچار خفگی شده و در قسمت زیر پروانه به دام می افتد. به عبارتی با افزایش زیاد قطر پروانه، جریان به سمت انتهایی مخزن متمایل شده و در زیر پروانه فشرده و محبوس میگردد. در این حالت، به علت جدایش جریان به دو قسمت (Compartment)، تغییرات الگوی جریان در بالا و پایین مخزن مستقل از همدیگر اتفاق افتاده و اختلاط محوری (Tank Turnover) به خوبی انجام نمیگیرد. این موضوع بیانگر آن است که صرفا سرعت بالای حرکت سیال به معنای اختلاط همگن و باکیفیت نیست و الگوی حرکت جریان نیز باید به صورت همزمان مورد بررسی قرار گیرد.
شکل 4 – الگوی جریان ایجاد شده نوسط الف) میکسر شماره 1، ب) میکسر شماره 2، ج) میکسر شماره 3
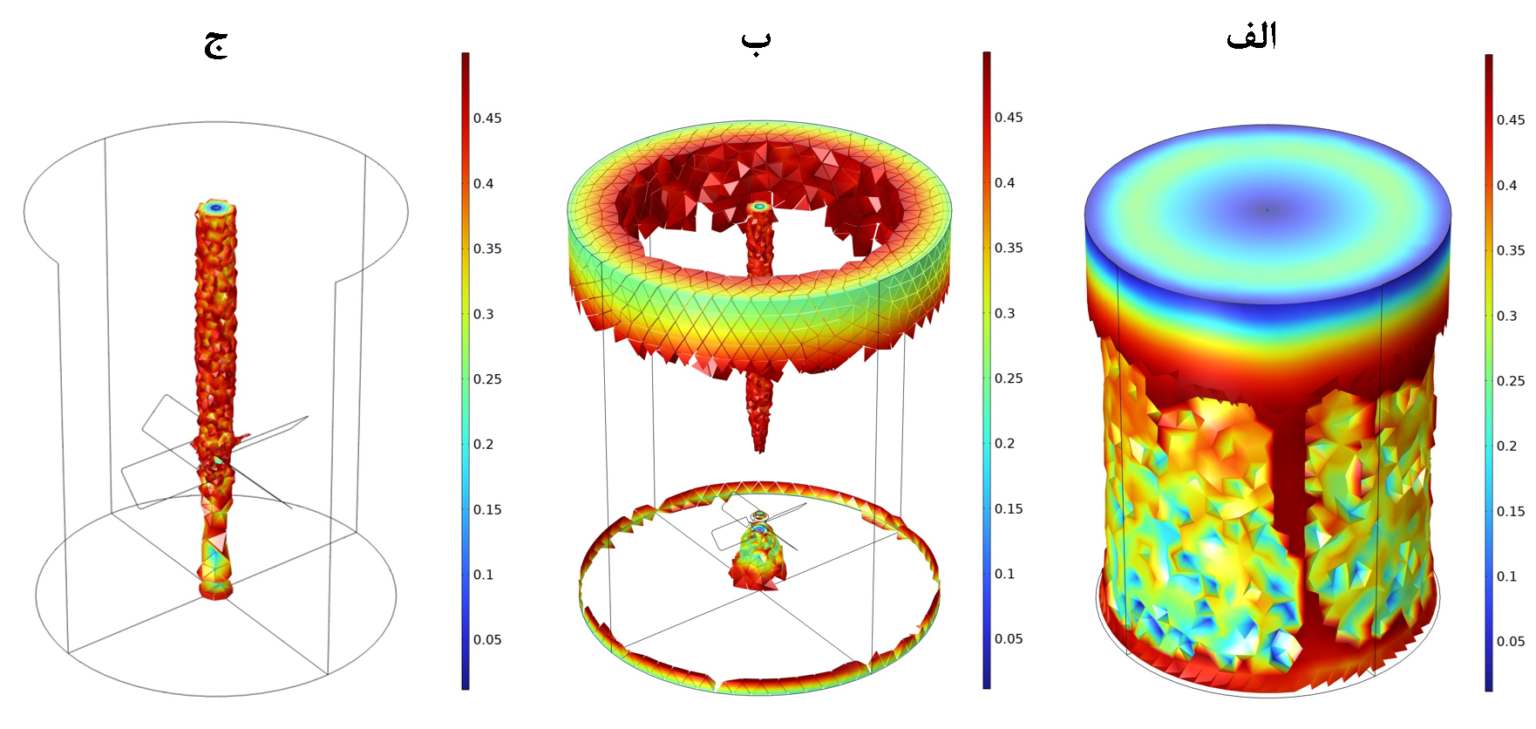
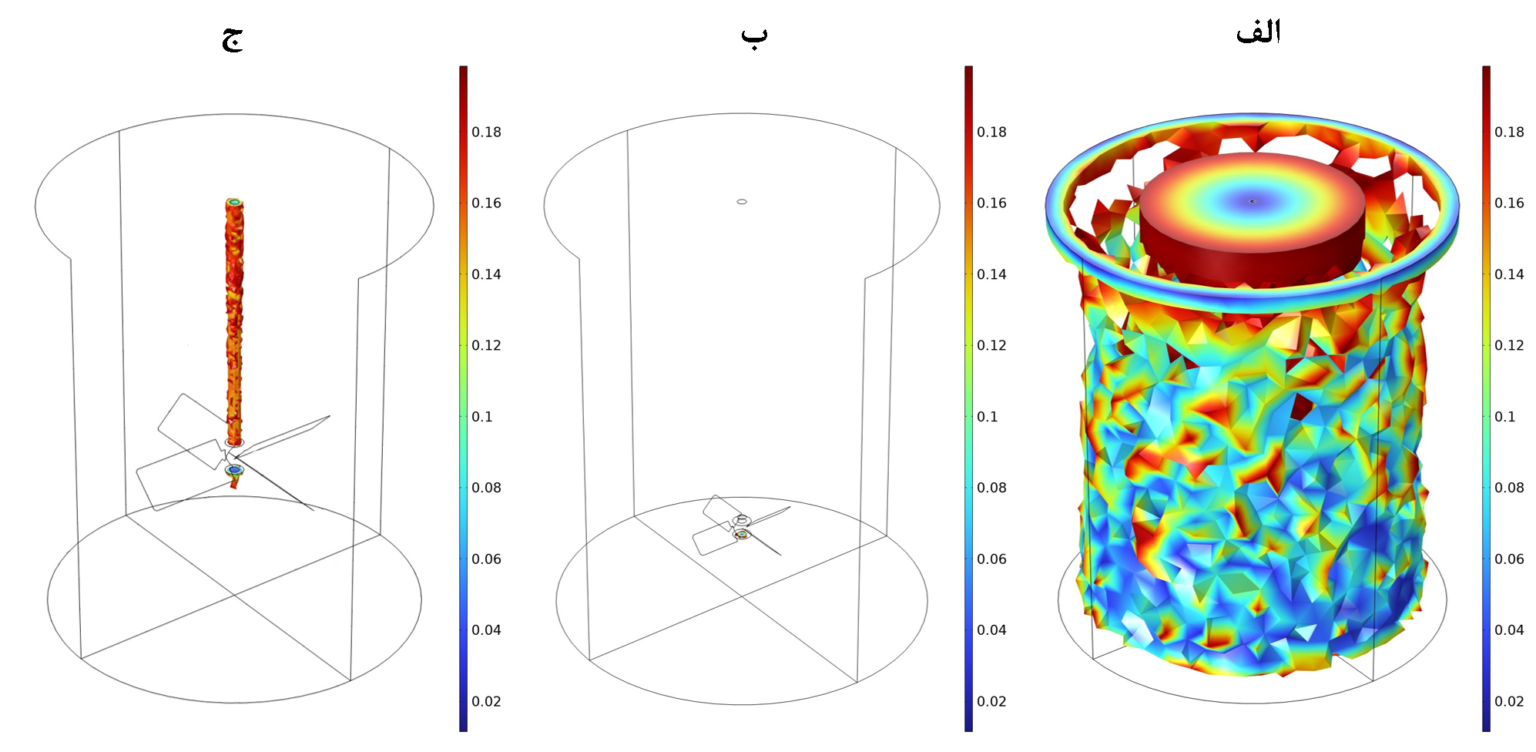
به منظور بررسی دقیقتر فرآیند اختلاط، نقاطی از سیال که دارای سرعت کمتر از 0.5و 0.2 متر بر ثانیه بودند؛ تفکیک شدند. با توجه به شکل 5، در میکسر دوم و سوم نقاط کمتری در مخزن در مقایسه با میکسر اول دارای سرعت کمتر از 0.5 متر بر ثانیه میباشند. همچنین، همانطور که در شکل 6 مشهود است؛ در میکسر اول تقریبا در تمامی قسمتهای مخزن سرعت حرکت سیال کمتر از 0.2 متر بر ثانیه بوده و به موجب آن سیالی که در این نقاط قرار دارد با سیال نواحی دیگر تماسی نداشته و اختلاط به خوبی انجام نمیگیرد. اما، در میکسر دوم تنها نقاط محدودی در زیر پروانه دارای سرعت کمتر از 0.2 متر بر ثانیه هستند که این امر به معنای یکنواختتر بودن اختلاط در میکسر دوم میباشد. از طرفی در میکسر سوم، نقاط واقع در مرکز مخزن (راستای شفت) دارای سرعت کمتر از 0.2 متر بر ثانیه بوده و در نتیجه نقاط واقع در این قسمت به علت ایجاد پدیده خفگی به خوبی اختلاط نمییابند.
شکل 5 – مقادیر سرعت کمتر از 0.5 متر برثانیه الف) میکسر شماره 1، ب) میکسر شماره 2، ج) میکسر شماره 3
شکل 6 – مقادیر سرعت کمتر از 0.2 متر بر ثانیه الف) میکسر شماره 1، ب) میکسر شماره 2، ج) میکسر شماره 3
جمعبندی و نتیجهگیری
به عنوان یک نتیجه کلی، هر چه میزان D/T کاهش و سرعت دَوَران افزایش یافت، امکان ایجاد ناحیه غیرهمگن افزایش پیدا کرد. به عبارتی در مرکز مخزن گردش و اختلاط انجام گرفته، اما در نزدیکی دیوارههای مخزن ناحیه مرده تشکیل شده و به موجب آن عملکرد و کیفیت اختلاط کاهش مییابد. همچنین، افزایش بیش از حد نسبت D/T و کاهش سرعت دَوَران نیز منجربه جدایش جریان (تقسیم مخزن به دو جریان مجزا از هم) و ایجاد پدیده خفگی میشود. از این رو، انتخاب صحیح و بهینه قطر پروانه در طراحی از اهمیت ویژهای برخوردار بوده و در صورت انتخاب قطر نامناسب، محصول نهایی از کیفیت قابل قبولی برخوردار نخواهد بود.